

-
-
產(chǎn)品中心
品中心")
-
于我們")

產(chǎn)品描述
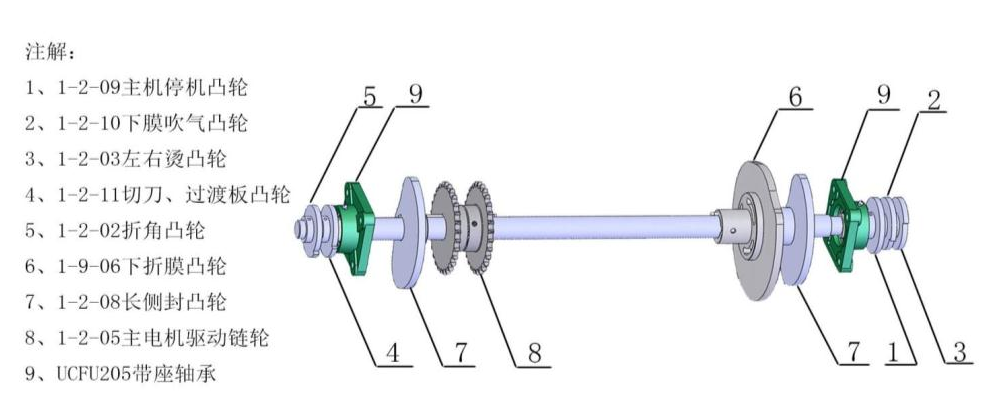
該機(jī)械主要傳動采用伺服電機(jī)驅(qū)動變速箱、變速箱輸出驅(qū)動主傳動軸一組部件,主軸轉(zhuǎn)動驅(qū)動凸輪、鏈輪,、連桿,、桿系、齒輪等,,同時主軸兩端各分3個和2個凸輪接近開關(guān)驅(qū)動電磁閥來做到所需的動作,,并帶有氣缸驅(qū)動。機(jī)械運(yùn)行部分設(shè)有各類保護(hù)裝置,,維修方便,、生產(chǎn)包裝時運(yùn)行穩(wěn)定、更換品種快等優(yōu)勢,。
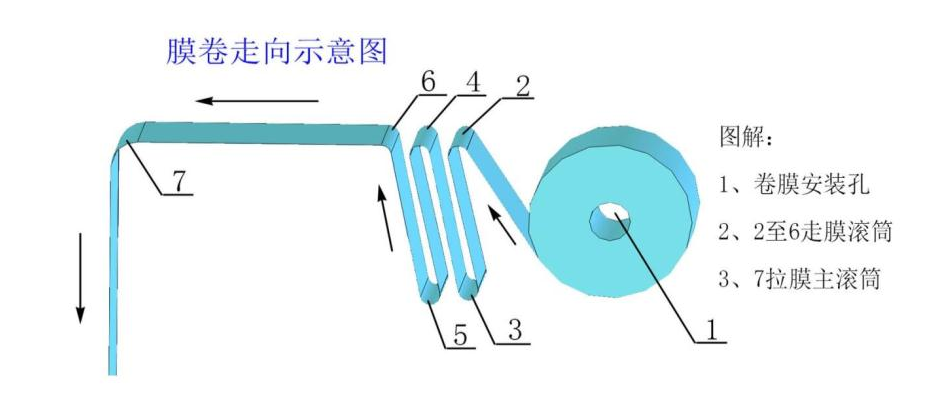
1,、如上圖所示:安放在滾膜筒上的 BOPP透明膜(以下簡稱透明膜)依靠拉膜滾筒帶動,依次送膜,。(如包裝物帶有拉線則根據(jù)拉線本身自帶粘性的特點粘貼在透明膜上,隨透明膜一起運(yùn)行),。當(dāng)透明膜被送到切刀處時,依靠氣缸動一組切刀動作將透明膜切斷。

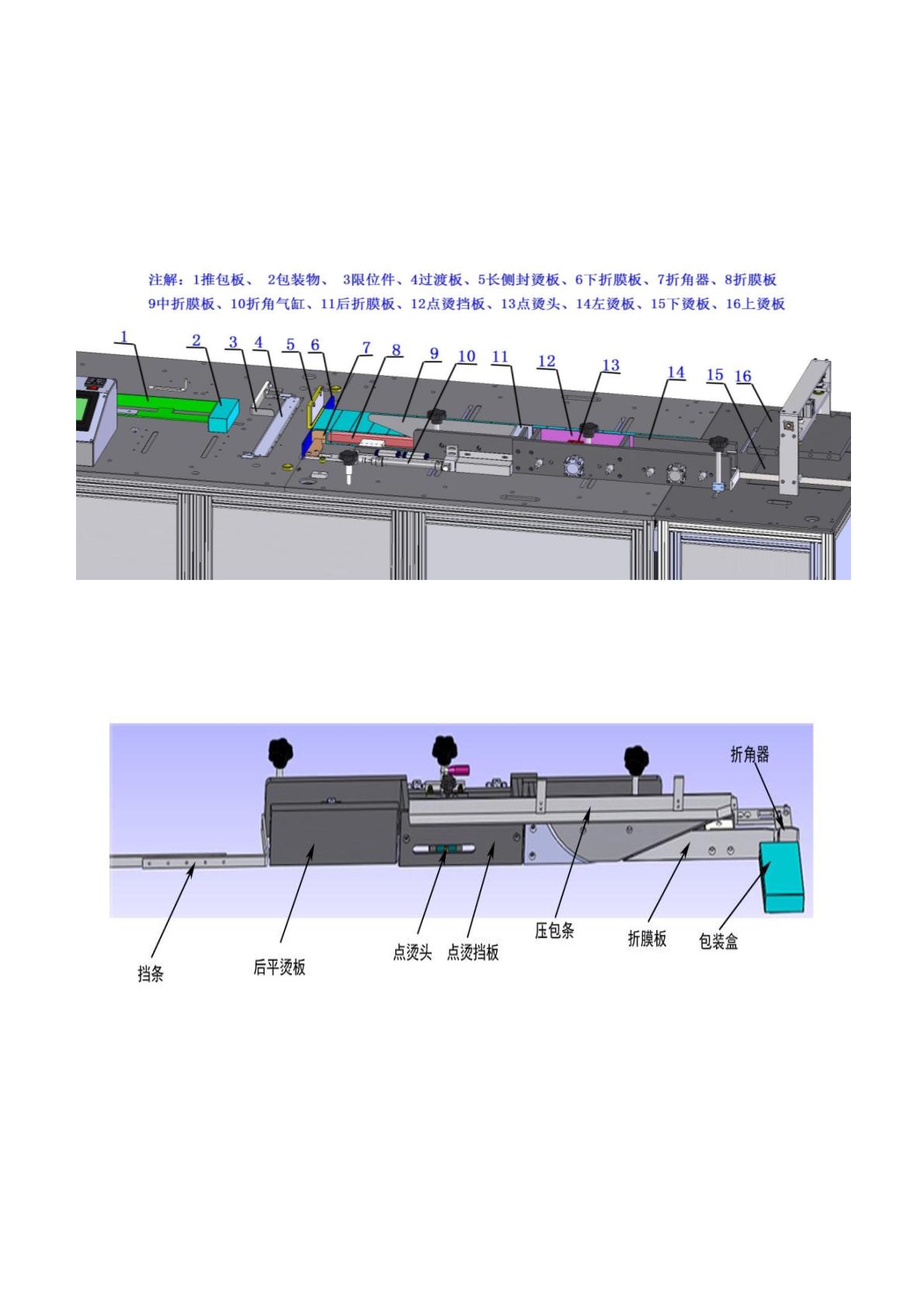
在固定切刀上兩頂針與擺動切刀的作用下使透明膜停留在切刀上,。當(dāng)推板推動包裝物前行時,碰觸透明膜時依靠慣性力將透明膜拉下并附在包裝物上,,推板繼續(xù)推動包裝物與透明膜前行,當(dāng)推過下折封板時,推板回轍,此時有如下動作:下折封板向上移動,使包裝物下邊部分透明膜向上折 ,下折封板將透明膜完全折好以后 ,長側(cè)封燙板開始向下動作,,首先將上邊部份膜下折。當(dāng)長側(cè)封燙板下降動作到位后依靠頂桿將燙板擺動約 10-15°角,。將下折膜與上折膜的重疊部份進(jìn)行燙封,長側(cè)封動作完成,,整機(jī)的自動運(yùn)行依靠觸碰前擋板上的微動開關(guān)使機(jī)器完成一個工作循環(huán)。
2,、重復(fù)以上步驟,當(dāng)?shù)诙话b物碰觸第一只包裝物時,。依靠推板的推力使第一只包裝物前行。第一只包裝物開始折角,,第一個折角依靠折膜板產(chǎn)生折痕,。第二個折角則依靠折角器動作產(chǎn)生折痕。緊接著均是依靠推板的推力使包裝物自然產(chǎn)生折角以及左右封燙上整形下整形燙封,,完成整個包裝動作,。
3、采用PLC系統(tǒng)控制雙保險機(jī)構(gòu),,卡盒時無需手動停機(jī)也能自動保護(hù)機(jī)器同步運(yùn)行其他動作,,手動清除卡盒故障后、重啟主機(jī)自動運(yùn)行即可生產(chǎn),。獨(dú)創(chuàng)的單懸臂滾膜架大大的減少了裝膜,、調(diào)膜時間。本機(jī)可以通過必要的配備,,滿足用戶的特殊需要,,如疊包、翻包,、加裝防護(hù)罩等一些特殊要求,,可根據(jù)客戶制定本公司非標(biāo)機(jī)型,。
七、模具的安裝與調(diào)整
更換不同尺寸產(chǎn)品時是需要更換模具和調(diào)整的,。模具的制造是按照產(chǎn)品的規(guī)格進(jìn)行設(shè)計和制作的,,因此每次調(diào)換不同尺寸產(chǎn)品時,模具也需要相應(yīng)的更換,。本機(jī)模具如圖:
 (圖2)
(圖2)
先將折膜板安裝好,,注意與中折膜板之間的縫隙不能太小,保持在2-3mm左右。上下高度位置與包裝物相差各 1.5--3 mm;然后安裝折角器 ,確保機(jī)器在正常停機(jī)的情況下,,(折角器拉桿處于復(fù)位狀態(tài)),,將折角器安裝在折角器拉桿上,并保持其折角面與折膜板面在同一平面上,,保證軌道的平行,,注意與折膜板的間隙不能太大,一般 1-2mm為宜;安裝長封燙板,,將與包裝物相配的燙板安裝在長側(cè)封固定板上,,反面用螺釘固定,并調(diào)整好燙板的左右位置,使?fàn)C板與包裝物位置相符;安裝推板,將適合包裝物的推板放置于前面板的推包滑座上,,再放上壓緊塊,,先預(yù)緊螺釘,再作調(diào)整.
A,、整機(jī)的調(diào)整順序:1輸送擋板-2前面板擋板-3前壓板-4后壓板-5膜長-6推板-7下折膜板-8長側(cè)封燙板-9后軌道-10點燙板-上燙板-轉(zhuǎn)角限位板(有些機(jī)型不需要安裝),。
B、調(diào)整步聚:
1,、輸送擋板:根據(jù)包裝物的寬度調(diào)整輸送擋板的寬度以及高度位置,。與包裝物之間不宜太緊,最佳位置應(yīng)從放盒處到主機(jī)進(jìn)料口成微八字型。
2,、前面板擋板:將包裝物放置前面板中縫位置,,調(diào)節(jié)輸送擋板左右位置及微動開關(guān)擋板的位置,使兩擋板緊貼包裝物兩側(cè)面,。
3,、前壓板:先松開前壓板座上兩鎖緊手柄,然后將包裝物放置前壓板毛刷下,,用搖手柄調(diào)整前壓板的上下高度,,使壓板上的毛刷緊貼包裝物,松緊適度,調(diào)整完畢后鎖緊壓板座上的螺釘,。
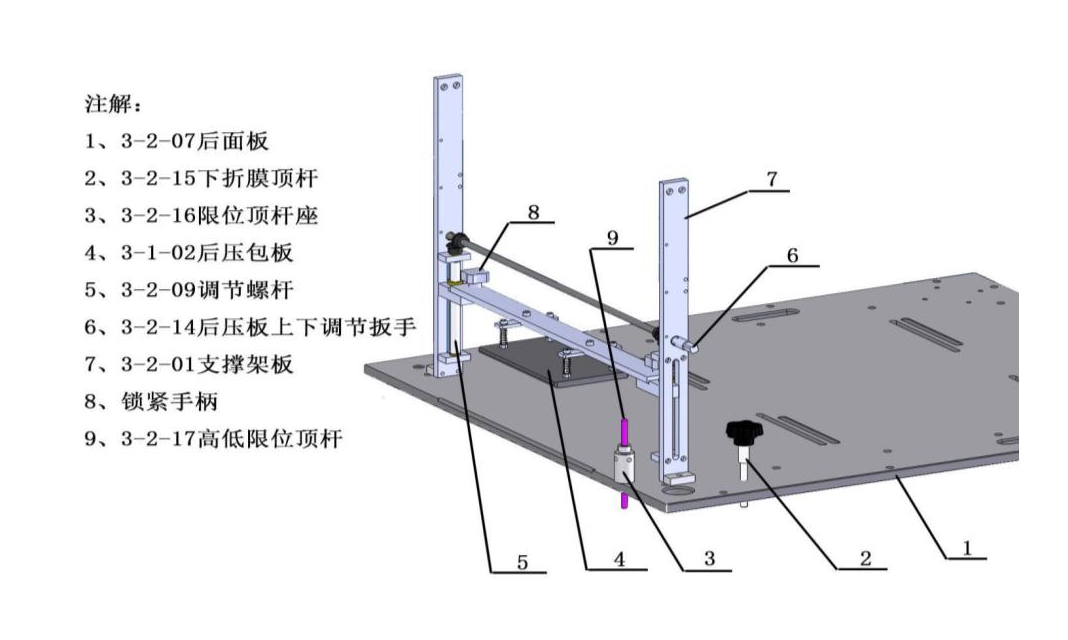
4,、后壓板:同前壓板調(diào)整相同.
5、膜長:由于包裝物(產(chǎn)品)規(guī)格的變化,包裝膜長也要與其相適應(yīng)跟著變化
|
600型(透明膜包膜機(jī))
|
|
|
主要技術(shù)參數(shù)/Main technical parameters
|
|
|
包裝速度/Packaging Speed
|
單盒包膜每分鐘(10~40)
|
|
包裝尺寸/Package Size
|
L(50~400)W(40~300)H(20~120)mm
|
|
輸入電源/Input power supply
|
三相五線 380V 50Hz
|
|
總功率/Total power
|
11.8kw
|
|
熱封溫度/Heat sealing temperature
|
110~180℃
|
|
工作氣壓/Operating pressure
|
壓力≥0.6Mpa
|
|
耗氣/Gas consumption
|
40升/分鐘
|
|
進(jìn)氣管口徑/Inlet pipe diameter
|
Φ12
|
|
設(shè)備重量/Equipment weight
|
725kg(不含防護(hù)罩)
|
|
包材/Packaging materials
|
BOPP雙面熱封膜(俗稱煙膜)
|
|
膜卷內(nèi)孔/Inner pore of membrane roll
|
Φ70外徑Φ320mm,、各種顏色不干膠粘貼易拉線
|
包裝材料
1透明膜為BOPP/PVC雙面熱封收縮膜

透明膜應(yīng)采用防潮性能好,,雙面可熱粘,厚薄均勻,,質(zhì)地優(yōu)良的塑料薄膜,。
薄膜為卷料形式。其主要技術(shù)參數(shù):
|
厚度/thickness
|
0.0018-0.0030 mm
|
|
寬度/width
|
根據(jù)包裝物尺寸選擇/Select based on packaging size
|
|
熱粘溫度/Hot stick temperature
|
120℃—180℃
|
|
膜卷內(nèi)徑/Inner diameter of membrane roll
|
φ70-76mm
|
|
膜卷外徑/Outer diameter of membrane roll
|
≤φ320mm
|
十,、故障排除與維護(hù)
該機(jī)如遇到如下問題,,請按照調(diào)整中的方法或以下操作即可排除故障
①長側(cè)封口不牢固或不能燙封
檢查透明膜的長度是否達(dá)到包裝物要求?長側(cè)封燙板溫度是否達(dá)到熱封要求?封口位置是否在重疊位置上?
②不能燙封
檢查推板是否推到下折膜板前面 1-2mm處,后壓板是否壓緊包裝物?如果太松,,包裝物會由于慣性會向前滑動,,造成不能燙封。
③撞包
檢查前后軌道內(nèi)側(cè)是否在同一平面上,,折角器,、折膜板的安裝是否到位 ?特別注意:包裝物的規(guī)范性,如果包裝物外觀不是太規(guī)范(如角有露出,、寬窄有差別) ,可適當(dāng)調(diào)整放寬軌道的寬度,。
④堵膜
首先檢查氣源壓力是否足夠?電磁閥是否工作正常,?切刀以下的壓板上的吹風(fēng)器是否有氣吹氣吹出?有偏斜,?過渡板是否能及時打開,?稍作調(diào)整。
⑤折角不好
檢查折角器與折膜板間的間隙是否按安裝的要求安裝,,相對與包裝物的上下位置是否正確?折角器來回時間是否正確,?
⑥左右點燙、平燙,、上下燙封不牢固
檢查溫控表的溫度是否達(dá)到熱封要求?工作是否正常,?燙板在工作時是否緊貼包裝物?以及包裝材料符合本機(jī)要求?
⑦拉線偏斜(根據(jù)客戶要求加裝,、一般機(jī)型不帶拉線機(jī)構(gòu))
檢查切刀頂針是否不伸縮?膜沒切斷產(chǎn)生的拉力,?前后壓板壓力是否適中?切刀在切完膜以后固定切刀上兩頂針的位置是否有發(fā)生移動 ?可稍作調(diào)整并保證頂針彈簧壓力適中。
上一頁
上一頁